
La soudure est une opération technique exigeante qui demande précision, méthode et rigueur. Même avec un poste à souder moderne et performant, les défauts de soudure restent fréquents si les paramètres de soudage ne sont pas correctement ajustés ou si la préparation des pièces est négligée. Ces erreurs peuvent compromettre l’intégrité de la soudure, réduire la résistance mécanique de l’assemblage et nuire à son aspect esthétique.
Dans cet article, vous découvrirez en détail les problèmes de soudage les plus courants, leurs causes principales, les réglages essentiels à maîtriser, ainsi que des méthodes pour les diagnostiquer et les corriger (contrôle de qualité). Vous trouverez également des conseils pratiques, des exemples concrets et des recommandations issues des normes industrielles pour progresser rapidement. L’objectif est de vous permettre d’obtenir des assemblages solides, fiables et conformes aux normes ISO en vigueur.
Quels sont les défauts courants en soudure ?
Les soudeurs, qu’ils soient amateurs ou professionnels, rencontrent toujours les mêmes difficultés au cours de leur apprentissage ou de leur pratique quotidienne. Identifier ces défauts est la première étape pour les corriger.
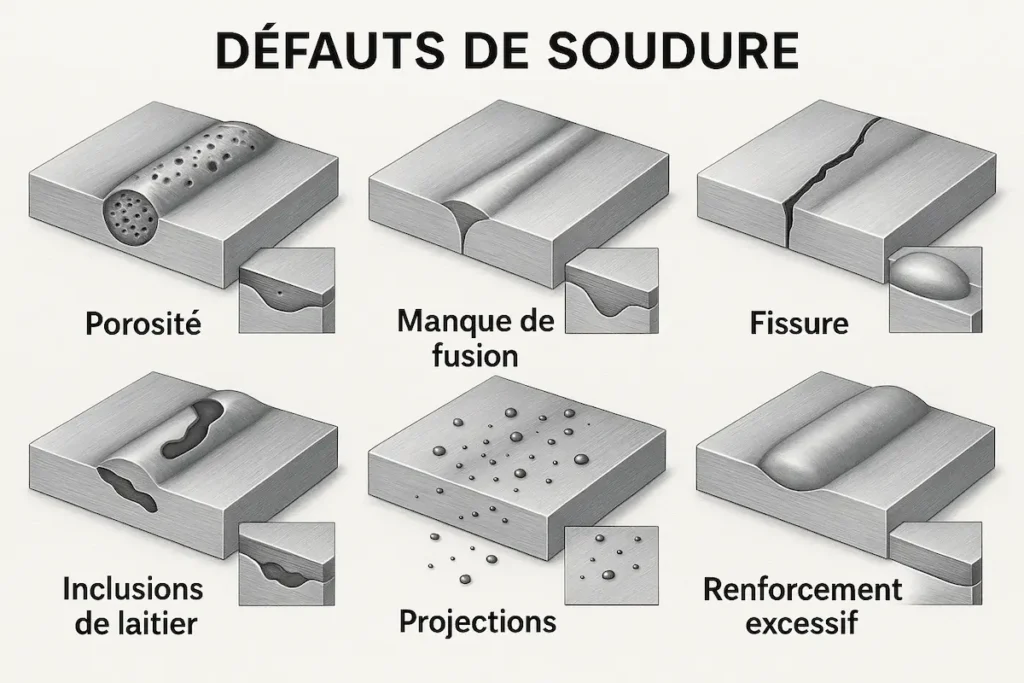
La porosité
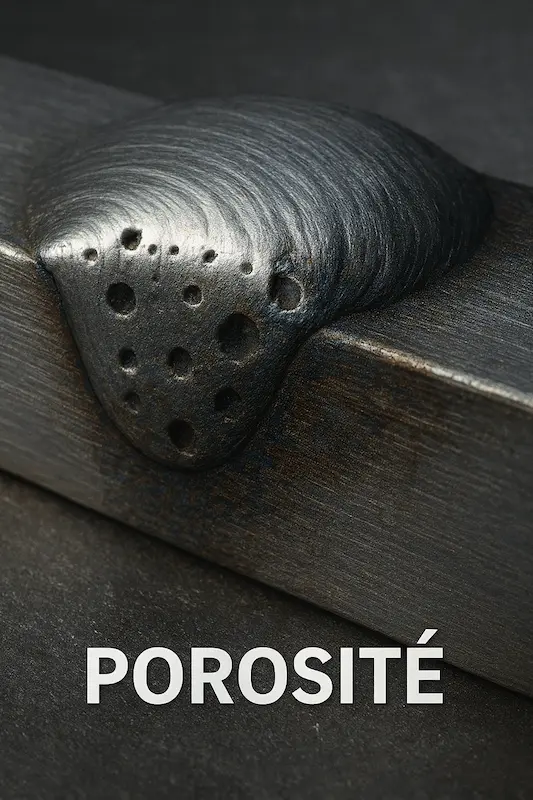
La porosité se traduit par de petites cavités ou bulles piégées dans le métal fondu. Ces pores fragilisent le joint soudé et peuvent causer une rupture prématurée.
L’apparence est souvent granuleuse et le cordon de soudure manque de densité et d’homogénéité.
Causes fréquentes : gaz de protection insuffisant, contamination de la pièce à souder, humidité excessive, mauvais réglages du débit de gaz ou distance de torche incorrecte.
Conséquences : affaiblissement mécanique, risque de rupture et aspect non esthétique.
Le manque de fusion
On parle de manque de fusion ou de pénétration incomplète lorsque le bain de soudure n’atteint pas correctement le métal de base. Le cordon n’adhère pas et reste superficiel, compromettant l’intégrité structurelle de la pièce.
Causes fréquentes : intensité trop faible, vitesse de déplacement excessive, préparation de surface insuffisante, mauvais choix de procédé de soudage ou mauvaise technique de soudage.
Conséquences : soudure fragile, joint qui se rompt sous faible contrainte.
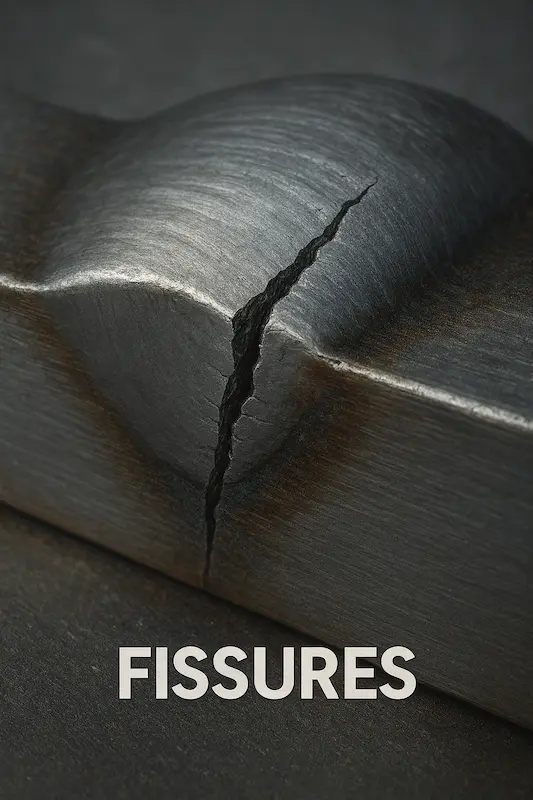
Les fissures
La porosité se traduit par de petites cavités ou bulles piégées dans le métal fondu.
Ces pores fragilisent le joint soudé et peuvent causer une rupture prématurée.
L’apparence est souvent granuleuse et le cordon de soudure manque de densité et d’homogénéité.
Causes fréquentes : gaz de protection insuffisant, contamination de la pièce à souder, humidité excessive, mauvais réglages du débit de gaz ou distance de torche incorrecte.
Conséquences : affaiblissement mécanique, risque de rupture et aspect non esthétique.
Les inclusions de laitier
Ces particules solides piégées dans le bain de fusion résultent d’une mauvaise élimination du laitier entre deux passes ou d’une technique inappropriée. Elles créent des points de faiblesse et nuisent à la qualité de fusion.
Causes fréquentes : non-retrait du laitier, usure des électrodes, paramètres de soudage incorrects.
Conséquences : défauts internes, réduction de l’intégrité mécanique, risques de fissuration.
Les projections et déformations
Des réglages de tension incorrects ou une vitesse de soudage mal maîtrisée provoquent souvent des projections métalliques ou une déformation des pièces. Ces défauts augmentent le temps de finition et nuisent à la qualité visuelle.
Causes fréquentes : polarité inadaptée, débit de gaz mal ajusté, apport de chaleur mal contrôlé.
Conséquences : pertes de matériau, travail supplémentaire, aspect visuel compromis.
Le renforcement excessif
Un excès de métal sur le cordon, appelé renforcement excessif, traduit une surcharge de matière. Outre son aspect peu esthétique, il crée des zones de contrainte et fragilise l’assemblage.
Causes fréquentes : intensité trop élevée, mauvaise vitesse de déplacement, apport de chaleur mal dosé.
Conséquences : zones de concentration de contraintes, fissuration possible.
Tableau complet des défauts de soudure : causes et solutions
Voici les 10 défauts de soudure les plus courants (tous procédés confondus), leurs causes probables et les corrections à apporter. Ce tableau couvre les défauts définis par la norme ISO 6520.
| Défaut | Aspect visuel | Causes principales | Solution |
|---|---|---|---|
| Projections excessives | Billes de métal autour du cordon | Intensité trop élevée, arc trop long, gaz inadapté (MIG) | Réduire l’intensité de 10 A, rapprocher la torche, vérifier débit gaz |
| Porosités / soufflures | Bulles ou trous dans le cordon | Métal gras/rouillé, gaz absent ou débit insuffisant, humidité électrode | Dégraisser + brosser, augmenter débit gaz, sécher les électrodes |
| Manque de fusion | Cordon posé sur la surface sans fondre | Intensité trop faible, vitesse trop rapide, mauvais angle | Augmenter l’intensité, ralentir, ajuster l’angle à 70° |
| Fissures à chaud | Craquelures dans le cordon ou ZAT | Refroidissement trop rapide, acier trempé ou carbone élevé | Préchauffer la pièce, ralentir le refroidissement, choisir électrode adaptée |
| Sous-découpe | Rainure le long du cordon | Intensité trop forte, vitesse trop lente, mauvais angle | Réduire l’intensité, accélérer légèrement, pencher l’électrode vers le cordon |
| Inclusion de laitier | Taches sombres dans le métal solidifié | Mauvais piquage entre deux passes, vitesse d’avance irrégulière | Bien piquer et brosser entre chaque passe, avancer régulièrement |
| Cordon irrégulier | Largeur variable, bosses | Vitesse d’avance irrégulière, distance arc variable | Stabiliser la main, s’appuyer sur la pièce, pratiquer sur chutes |
| Effondrement du bain | Trou ou affaissement du cordon | Intensité trop forte sur métal fin, vitesse trop lente | Réduire l’intensité, travailler par points intermittents |
| Soudure qui ne tient pas | Assemblage se décolle facilement | Pénétration insuffisante, pièces mal préparées, mauvaise polarité | Vérifier la polarité, nettoyer les pièces, augmenter l’intensité |
| Arc instable / électrode qui colle | Arc qui s’éteint, claquements | Intensité trop faible, électrode humide, mauvaise masse | Augmenter l’intensité, sécher les électrodes, vérifier la pince de masse |
📌 Référence normative : les défauts de soudure sont classifiés par la norme ISO 6520-1 (défauts des joints soudés) et évalués selon la norme EN ISO 5817 (niveaux de qualité). Ces références sont utilisées dans les contrôles qualité industriels et les examens CAP/BEP soudage.
Comment éviter les erreurs en soudure ?
Pour limiter les erreurs, il est indispensable de combiner une bonne préparation, des réglages adaptés et une technique maîtrisée.
- Préparation de surface : nettoyer soigneusement le métal de base pour éliminer oxydation, huile, peinture et humidité. L’alignement des pièces doit être précis pour éviter contraintes et distorsions.
- Réglages essentiels : ajuster le courant électrique, l’intensité et la polarité selon l’épaisseur et le type de métal. Les paramètres de soudage doivent être adaptés à chaque matériau.
- Vitesse constante : maintenir une vitesse de déplacement régulière et adaptée pour assurer une fusion complète et homogène.
- Positionnement et angle : respecter l’angle de torche et la position du soudeur pour éviter la pénétration incomplète et les défauts d’alignement.
- Choix du procédé : sélectionner un procédé de soudage adapté, que ce soit le soudage MIG, le soudage TIG, le MMA à l’électrode enrobée ou encore le soudage par résistance.
- Contrôle continu : pratiquer une inspection visuelle régulière et corriger immédiatement les anomalies.
En résumé, une soudure réussie repose sur la préparation, la vigilance et l’application stricte des réglages de soudage appropriés.
Quelles sont les causes des défauts de soudure ?
Les problèmes de soudage ne sont jamais dus au hasard. Ils résultent de causes bien identifiées, souvent liées aux réglages, au choix du procédé ou à la préparation.
- Réglages incorrects : un courant de soudage trop faible entraîne un manque de pénétration, tandis qu’un courant trop fort provoque un renforcement excessif.
- Mauvais choix de méthode : employer un fil fourré ou un procédé inadapté pour une pièce en aluminium peut provoquer une distorsion.
- Chaleur excessive : entraîne des fissures, une distorsion ou une solidification trop rapide du bain de soudure.
- Gaz de protection inadapté : un mauvais mélange ou un débit insuffisant provoque oxydation, porosité et contamination.
- Préparation insuffisante : un métal de base mal nettoyé empêche une fusion correcte et entraîne des défauts.
Ces causes peuvent se cumuler, rendant la correction plus complexe et nécessitant un diagnostic précis.
Comment résoudre les problèmes de soudure ?
Lorsqu’un défaut apparaît, la clé est d’ajuster rapidement les paramètres et la technique. Voici des solutions concrètes :
- Porosité : vérifier le débit de gaz, nettoyer la pièce, ajuster la torche, contrôler la distance.
- Fissures : réduire l’apport de chaleur, préchauffer la pièce, ajuster la vitesse de refroidissement.
- Manque de fusion : augmenter l’intensité, réduire la vitesse de déplacement, améliorer la préparation.
- Projections : corriger la tension, ajuster la polarité, stabiliser la vitesse.
- Renforcement excessif : réduire l’intensité, contrôler l’apport de matière.
- Inclusions de laitier : éliminer soigneusement les scories, maintenir un bain de fusion propre.
Un tableau comparatif clair et synthétique aide à mémoriser ces solutions et constitue une fiche pratique utile en atelier.
| Défaut de soudure | Cause principale | Solution rapide |
|---|---|---|
| Porosité | Débit de gaz insuffisant, surface contaminée | Nettoyer la pièce, ajuster le gaz |
| Manque de fusion | Intensité trop faible, vitesse excessive | Augmenter le courant, réduire la vitesse |
| Fissures | Apport de chaleur trop élevé, refroidissement rapide | Réduire l’intensité, préchauffer le métal |
| Inclusions de laitier | Mauvaise technique, absence de nettoyage | Éliminer le laitier entre passes, améliorer la préparation |
| Projections | Réglages de tension incorrects | Ajuster tension et angle de torche |
| Renforcement excessif | Apport de métal trop élevé | Diminuer l’intensité, régler la vitesse |
Quels réglages sont essentiels pour le soudage ?
Chaque poste à souder exige des réglages précis :
- Intensité et ampérage : proportionnels à l’épaisseur du métal et au type de joint.
- Polarité : adaptée à l’électrode enrobée, au fil fourré ou au procédé MIG/MAG.
- Débit de gaz : suffisant pour protéger le métal fondu, sans excès.
- Vitesse de soudage : adaptée pour éviter pénétration incomplète et renforcement excessif.
- Apport de chaleur : ajusté selon la nature du métal (acier doux, inox, aluminium).
Ces paramètres influencent directement la qualité de fusion, l’intégrité du joint soudé et la durabilité. Un mauvais réglage compromet non seulement la solidité mais aussi l’esthétique du cordon de soudure.
Comment diagnostiquer les défauts de soudure ?

Un soudeur expérimenté s’appuie sur plusieurs méthodes :
- Inspection visuelle : détection de cordons irréguliers, creux, inclusions ou projections.
- Contrôle mécanique : tests de rupture, traction, pliage pour mesurer la résistance du métal soudé.
- Évaluation selon norme ISO : contrôles dimensionnels, tolérances, gabarits.
- Examens non destructifs : radiographie, ultrasons, magnétoscopie.
Ces contrôles assurent un suivi rigoureux et garantissent une soudure de haute qualité conforme aux normes.
Quelles techniques de soudage sont recommandées ?
Le choix dépend de l’application, du métal de base, de l’épaisseur et du rendu attendu.
- Soudage MIG : rapide, productif, adapté à l’acier doux, à l’aluminium et à l’inox. Idéal pour réduire les erreurs fréquentes.
- Soudage TIG : plus lent mais précis, offrant un cordon de haute qualité, parfait pour les pièces fines.
- Soudage MMA : robuste et polyvalent, adapté aux chantiers difficiles mais demandant de l’expérience.
- Soudage au fil fourré : pratique en extérieur, efficace sans gaz de protection.
- Soudage par résistance et soudage laser : utilisés en industrie, souvent en usinage CNC.
- Arc submergé : réservé aux pièces massives, offrant une pénétration profonde et durable.
Le choix du procédé conditionne la qualité finale et doit être réfléchi en fonction du type d’application.
Défauts spécifiques par procédé de soudage
Défauts typiques en soudure MMA (électrode enrobée)
Le soudage MMA produit souvent des inclusions de laitier (mauvais piquage entre passes), des électrodes qui collent (intensité trop faible) et des projections excessives (arc trop long ou humidité). Règle d’or : l’arc doit crépiter régulièrement, pas claquer.
Défauts typiques en soudure MIG/MAG
Le MIG génère surtout des projections (gaz mal réglé, tension trop haute), des porosités (débit gaz insuffisant ou courants d’air), et des cordons plats sans pénétration (vitesse fil trop rapide). Vérifiez toujours le débit gaz (8–12 L/min) avant de souder.
Défauts typiques en soudure TIG
Le TIG est sensible aux contaminations de la torche (tungstène touché = arc instable), aux soufflures par contamination argon (tuyau percé, débit insuffisant) et aux manques de fusion sur inox (vitesse trop rapide). Maintenez toujours une distance torche-pièce de 2–3 mm.
📌 Guide complet : problèmes de soudure TIG et solutions — Soudure qui ne tient pas : causes et corrections
Conseils pratiques pour progresser
- Noter et conserver ses réglages essentiels pour chaque type de métal et chaque épaisseur.
- S’entraîner régulièrement sur des chutes de métal avant de souder une pièce définitive.
- Vérifier l’alimentation en fil, la qualité des électrodes et l’état du matériel.
- Comparer ses résultats avec les normes ISO et guides de référence.
- Se former continuellement et pratiquer différents procédés de soudage pour élargir son expertise
- Respecter les temps de soudure, contrôler le refroidissement et éviter les contraintes excessives. Retrouvez dans la vidéo ci-dessous une astuce pour ne plus coller ton électrode enrobée
FAQ : questions fréquentes des soudeurs
Comment choisir le bon gaz de protection selon le procédé de soudage ?
Le choix du gaz dépend du procédé et du métal de base. Pour le soudage MIG/MAG, l’argon pur ou mélangé au CO₂ est le plus courant. Pour le soudage TIG, on privilégie l’argon pur pour assurer un bain de soudure stable. Un gaz mal choisi peut entraîner porosité, oxydation et défauts de fusion.
Quelle est l’importance du préchauffage avant de souder certaines pièces ?
Le préchauffage permet de réduire les contraintes thermiques et d’éviter les fissures, surtout sur des matériaux épais ou des aciers à forte teneur en carbone. Il améliore également la qualité de la fusion et la régularité du cordon de soudure.
Quelles épaisseurs de métal nécessitent des réglages particuliers ?
Les tôles fines nécessitent un apport de chaleur réduit et une vitesse de soudage maîtrisée pour éviter la déformation. À l’inverse, les pièces épaisses demandent un courant élevé et parfois plusieurs passes pour assurer une pénétration complète et durable.
Comment entretenir son poste à souder pour éviter les problèmes ?
Un poste à souder mal entretenu peut générer des défauts. Il est recommandé de nettoyer régulièrement les buses, contrôler l’alimentation en fil, vérifier l’état des câbles, changer les électrodes usées et purger le circuit de gaz. Un bon entretien assure constance et fiabilité.
Quels équipements de protection individuelle sont indispensables ?
Le soudeur doit porter un masque de soudage adapté, des gants isolants, un tablier résistant à la chaleur et des vêtements ignifugés. Le port d’une protection auditive et de chaussures de sécurité est aussi recommandé. Ces équipements réduisent les risques de brûlures, projections et rayonnements UV.
Quelle est la différence entre un défaut esthétique et un défaut structurel ?
Un défaut esthétique concerne uniquement l’apparence (cordon irrégulier, projections visibles), tandis qu’un défaut structurel affecte la résistance mécanique (fissures, manque de pénétration). Un défaut esthétique peut être toléré dans certains cas, mais un défaut structurel compromet la sécurité.
Comment choisir la bonne électrode enrobée ?
Le choix de l’électrode enrobée dépend du type de métal de base et du procédé. Par exemple, pour l’acier doux, on privilégiera des électrodes basiques, alors que pour l’inox, des électrodes spécifiques résistant à la corrosion sont nécessaires. Une électrode mal adaptée entraîne de mauvais résultats.
Quelles erreurs débutants faut-il absolument éviter ?
Les erreurs les plus courantes sont : souder sans préparation de surface, utiliser des réglages incorrects, maintenir une vitesse instable, choisir une intensité inadaptée ou négliger le gaz de protection. Ces fautes entraînent la majorité des problèmes de soudage.
Conclusion
Les défauts de soudage ne sont pas une fatalité. En comprenant leurs causes, en ajustant les paramètres de soudage et en appliquant une technique appropriée, il est possible de les éviter et de progresser vers une soudure de haute qualité. La clé réside dans la préparation minutieuse, l’observation, le contrôle et l’amélioration continue. Chaque soudeur, qu’il soit débutant ou confirmé, peut garantir des résultats solides, durables et esthétiques en appliquant ces bonnes pratiques.
→ Aller plus loin : meilleurs postes MMA inverter 2026, comparatif des meilleurs postes MIG, comparatif des meilleurs postes TIG, tableau intensité soudure MMA, identifier une soudure ratée, pourquoi la soudure MIG colle.
Pour aller plus loin : choisir son poste à souder — apprendre à souder de zéro — réglages d’intensité.