
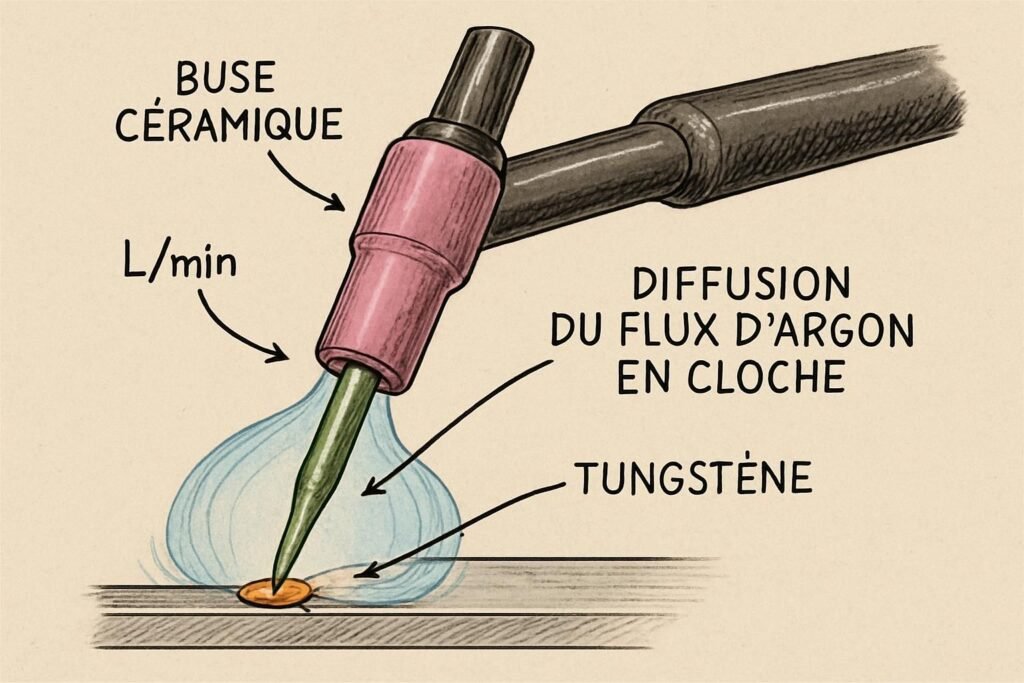
Avant même de toucher au bouton de débit argon, une réalité saute aux yeux en atelier comme sur chantier : un soudage TIG stable ne dépend pas seulement des ampères ou d’un bon poste TIG. Le gaz de protection (souvent l’argon pur) conditionne la propreté du bain, la tenue du cordon et la porosité, surtout dès que la pièce chauffe ou que la position complique l’accès. Trop bas, l’arc “siffle”, le bain s’oxyde et la couleur vire vite ; trop haut, le flux d’argon devient turbulent, aspire l’air ambiant et le résultat peut empirer… tout en consommant inutilement. Le piège classique ? Suivre un tableau de réglages à la lettre sans tenir compte de la buse, de la longueur de sortie d’électrode, du joint, ou d’un simple courant d’air qui casse la bulle de protection.
Pour rendre le choix débit argon vraiment actionnable, l’approche la plus fiable reste celle du banc d’essai : partir d’un réglage soudure “qui marche souvent”, observer des signes concrets (bruit, bain, teinte, porosités), puis corriger dans un ordre simple. C’est exactement là que les paramètres TIG deviennent utiles : non pas comme une vérité figée, mais comme une base pour décider vite et proprement, pièce en main. Prenons l’exemple d’un petit chantier type (garde-corps) où “un débit au hasard” coûte vite une heure de reprises.
Retrouvez notre calculateur de débit d’argon 🧮
EN BREF :
- 🧭 Point de départ : le débit argon se choisit selon buse, joint, position et air ambiant — pas uniquement selon les ampères.
- 🔎 Diagnostic terrain : porosité, oxydation et arc instable donnent des indices directs sur le gaz de protection.
- 🛠️ Méthode simple : réglage de départ + corrections courtes dans un ordre fixe (gaz → préparation → consommables).
- 🌬️ Cas chantier : un souffle d’air suffit à ruiner la protection, même avec un débit “dans le tableau”.
- 💸 Économie : trop de flux d’argon peut dégrader la protection et vide la bouteille plus vite.
Débit argon TIG : partir du contexte avant le tableau de réglages
Un tableau de réglages suppose un contexte “standard” : atelier calme, buse adaptée, torche proche et joint propre. Dès que la position passe en corniche/plafond, que la torche s’éloigne ou que la pièce est grande et froide, le gaz de protection se disperse autrement. Le bon réflexe consiste à préciser 5 points : métal (acier/inox/alu), épaisseur (mm), position, type de joint, et environnement (atelier/extérieur).
Sur un garde-corps en acier en rénovation, l’accès est souvent serré et la pièce porte des traces de peinture ou de calamine : le débit argon ne compensera pas une préparation faible, mais il peut éviter de “perdre” la protection quand la torche doit s’écarter. Cette logique évite de tourner trois molettes au hasard et donne un fil de correction net. Prochaine étape : un point de départ concret, puis l’ajustement.
Les 5 paramètres qui changent vraiment le choix du débit argon
- 🧱 Métal : l’inox demande une protection plus stricte que l’acier doux.
- 📏 Diamètre de buse : plus la buse est large, plus le débit doit suivre pour “remplir” la zone.
- 📌 Sortie tungstène (longueur qui dépasse) : trop long = protection plus fragile.
- 🧩 Type de joint : un angle intérieur “piège” le gaz, un bout-à-bout ouvert le perd.
- 🌬️ Air ambiant : extérieur, ventilation, courants d’air = pertes rapides de couverture.
Un débutant motivé gagne du temps en notant ces 5 points à côté de son tableau de réglages. Ce n’est pas de la paperasse : c’est ce qui explique pourquoi un réglage “identique” marche lundi et rate jeudi. Et quand ça rate, les symptômes donnent la direction, pas l’intuition.
Réglages TIG : repères de débit d’argon (plages + point de départ)
Les valeurs ci-dessous servent de base réaliste pour l’argon pur en TIG, en conditions plutôt atelier. Le réglage soudure TIG doit ensuite s’affiner au bruit de l’arc et à l’aspect du bain : un arc stable “chante” régulier, le bain reste brillant sans grésiller noir, et le cordon ne “mousse” pas. Dès qu’un courant d’air arrive, la meilleure réponse est souvent mécanique (écran, rapprocher la buse), avant de monter fort le débit.
| 📌 Contexte (TIG argon pur) | 🧪 Repère buse | 💨 Débit argon conseillé | 🎯 Réglage de départ |
|---|---|---|---|
| Acier 1–3 mm, intérieur atelier, cordon simple | 🟫 Buse #6–#7 | 💨 6–9 L/min | 🎯 8 L/min |
| Inox 1–3 mm, exigence esthétique/anti-oxydation | 🟫 Buse #7–#8 | 💨 7–11 L/min | 🎯 9 L/min |
| Acier 4–8 mm, joint en V, torche un peu éloignée | 🟫 Buse #7–#8 | 💨 9–14 L/min | 🎯 11 L/min |
| Alu 2–6 mm (AC), bain très “mobile” | 🟫 Buse #7–#8 | 💨 10–16 L/min | 🎯 12 L/min |
| Chantier/extérieur léger souffle, protection difficile | 🟫 Buse #8 + écran si possible | 💨 12–18 L/min | 🎯 14 L/min |
Ces plages aident à recaler un tableau de réglages trop optimiste trouvé sur une notice, surtout si la torche, la buse ou l’environnement ne sont pas “catalogue”. Pour comparer avec d’autres procédés et ne pas mélanger les logiques de gaz, un rappel utile se trouve ici : différences entre MMA, MIG/MAG et TIG. Prochain point : comment corriger vite quand la protection n’est pas bonne.
✅ Le bon choix : Démarrer au milieu de la plage (ex. 8–12 L/min en atelier selon buse), puis ajuster par pas de 1–2 L/min en observant porosité et teinte.
Quand le cordon pore : diagnostic rapide du flux d’argon en soudage TIG
La porosité (petits trous) indique presque toujours une protection gazeuse défaillante ou une contamination, avant d’accuser le poste. Sur un cas fréquent de garde-corps : masse posée sur peinture, pièce tiède, buse encrassée, et un débit “monté” pour compenser ; résultat, un bain qui grésille et des trous à la reprise. Le bon tri se fait en 30 secondes avec un test simple : rapprocher la torche, vérifier la masse sur métal nu, et refaire 2 cm de cordon.
Top 5 des causes probables et test
- Préparation / masse : zone pas décapée, pince masse sur surface oxydée → test : gratter au disque/poncer 3 cm, reposer la masse, ressouder.
- Débit trop haut (turbulence) : le flux d’argon aspire l’air → test : baisser de 2 L/min et rapprocher la buse.
- Débit trop bas / fuite : bulle de protection insuffisante → test : monter de 2 L/min et vérifier raccords, colliers, tuyau.
- Consommables : buse fissurée, diffuseur/crépine encrassé, tungstène pollué → test : remplacer buse/diffuseur, ré-affûter ou changer l’électrode.
- Geste : torche trop inclinée, arc trop long → test : réduire la sortie et garder un angle modéré, arc court.
Autres cas : humidité sur baguettes, solvant encore présent, ou protection arrière nécessaire en inox (racine) selon assemblage. Si les trous apparaissent seulement à chaud, suspecter en priorité l’arc trop long et la turbulence, avant toute hypothèse rare. La suite logique consiste à cadrer un réglage de départ, puis un ordre de correction fixe.
⚠️ À éviter : Monter “au maximum” le débit pour sauver un cordon poreux : au-delà d’un certain point, la turbulence dégrade la protection et la bouteille fond à vue d’œil.
Réglage soudure TIG : méthode d’ajustement simple à partir du tableau de réglages
Un réglage de départ fiable, en atelier calme, se situe souvent vers 10 L/min avec une buse #7–#8, puis on adapte. Si le bain devient terne, qu’une auréole brune apparaît vite (inox) ou que des picots se forment, le gaz de protection ou l’arc sont les premiers suspects. L’objectif est la répétabilité : un cordon “correct” et propre, avant de chercher un aspect parfait.
Plage réaliste + réglage de départ + ordre de correction
Plage réaliste (argon pur, TIG) : 6 à 16 L/min selon buse, joint et environnement. Réglage de départ passe-partout en atelier : 10 L/min (buse #7–#8), torche proche, arc court. Si ça rate, corrigez dans cet ordre : 1/ débit (±2 L/min) 2/ distance et angle de torche (arc plus court) 3/ état buse-diffuseur-tungstène + masse sur métal nu.
Sur l’aluminium, la logique reste la même mais l’environnement “punit” plus vite : bain très fluide, oxydes, et sensibilité aux courants d’air. Pour caler les autres paramètres TIG spécifiques alu (AC, fréquence, balance), cette ressource aide à structurer le réglage : réglages TIG aluminium. Une fois le débit sécurisé, le geste et les consommables font la différence à effort égal.
Débit d’argon TIG
Plage conseillée + réglage de départ, selon métal, épaisseur, position, environnement et buse.
100% local
Résultats
En attente
Conseils
- Renseignez les champs puis lancez le calcul.
Signes d’un mauvais débit
- Oxydation, ternissement, porosités
- Arc “sale”, bain qui s’oxyde
- Turbulences, aspiration d’air
- Bruit, cordon irrégulier
Dépend aussi du diffuseur, des joints, du stick-out et de la sortie de buse.
Technique de soudage : ce que l’arc “dit” sur le gaz de protection
En TIG, le ressenti est un instrument : un arc stable a un son régulier, le bain “répond” sans buller, et les bords restent propres.
Quand le débit argon est trop bas ou perturbé, le bain devient nerveux et des points noirs apparaissent, parfois avant même que la porosité soit visible.
À l’inverse, trop de débit donne un comportement paradoxal : le bain s’oxyde par turbulence et l’arc semble moins “posé”.
Exemple terrain : garde-corps acier, vent léger, cordon qui “mousse”
Sur un chantier de garde-corps, une reprise en angle intérieur peut sembler facile… jusqu’au moment où un courant d’air passe dans l’escalier. Le cordon commence à “mousser”, le bain perd sa brillance, et la reprise fait des micro-trous à la meule. Le test le plus rapide consiste à faire écran avec un carton ignifugé ou une bâche adaptée, rapprocher la buse, puis seulement ajuster le débit par pas courts.
Ce type de situation illustre une règle utile : le flux d’argon n’est pas un ventilateur, c’est une bulle fragile. Une petite barrière physique vaut souvent mieux que +6 L/min au débitmètre. Le prochain point : sécurité et bonnes pratiques autour du gaz et des fumées.
Sécurité gaz, fumées et chantier : garder le contrôle sans bricolage
Le gaz de protection (argon) est inerte, mais il peut déplacer l’oxygène en espace peu ventilé ; et le soudage produit des fumées métalliques, surtout sur pièces sales ou revêtues. En chantier, les risques augmentent : solvants, poussières, peintures, zinc, et incendie par projections. Quand une odeur âcre, une fumée blanche dense ou un revêtement suspect apparaît, la bonne décision est d’arrêter et de changer l’approche (décapage, aspiration, EPI adaptés).
Tableau complet des débits d’argon TIG par métal, épaisseur et buse
Le débit d’argon optimal dépend de trois facteurs : le métal, le diamètre de buse, et les conditions de soudage. Un débit trop faible = contamination / porosités. Un débit trop fort = turbulences qui aspirent l’air = même résultat. Voici les valeurs de référence :
| Métal | Épaisseur | Diamètre buse | Débit standard | Débit extérieur | Débit espaces confinés |
|---|---|---|---|---|---|
| Acier doux | 1–2 mm | Ø 6,4 mm (n°4) | 5–8 L/min | 8–12 L/min | 4–6 L/min |
| Acier doux | 3–5 mm | Ø 9,5 mm (n°6) | 7–10 L/min | 10–15 L/min | 5–8 L/min |
| Inox 304/316 | 1–3 mm | Ø 9,5 mm (n°6) | 8–12 L/min | Non recommandé | 6–9 L/min |
| Aluminium | 1,5–3 mm | Ø 12,7 mm (n°8) | 10–14 L/min | Paravent obligatoire | 8–11 L/min |
| Aluminium | 4–8 mm | Ø 15,9 mm (n°10) | 13–17 L/min | Très difficile | 10–14 L/min |
| Titane | Toute épaisseur | Ø 12,7–15,9 mm + traîne | 12–18 L/min + backing gaz | Interdit sans protection totale | Backing gaz obligatoire |
| Inox (grande pièce) | 4 mm+ | Ø 15,9 mm (n°10) ou gaz lens | 10–15 L/min | 15–20 L/min | 8–12 L/min |
💡 Astuce gaz lens : installer un corps de torche avec « gaz lens » (diffuseur à mailles) permet de réduire le débit de 20–30% tout en améliorant la protection. C’est particulièrement utile pour l’inox et le titane.
Choisir sa bouteille d’argon : comparatif et autonomie
L’argon est vendu en consigne ou en propriété. Voici comment estimer l’autonomie de votre bouteille et choisir le format adapté :
| Format bouteille | Volume d’argon | Pression remplie | Autonomie à 10 L/min | Coût remplissage | Recommandé pour |
|---|---|---|---|---|---|
| S10 (bouteille 10 L) | 1 m³ (1000 L) | 200 bar | ~1h40 | 20–30 € | Usage très occasionnel, atelier domestique |
| S20 (bouteille 20 L) | 2 m³ (2000 L) | 200 bar | ~3h20 | 30–45 € | Bricoleur régulier, 1–2 séances/semaine |
| S50 (bouteille 50 L) | 5 m³ (5000 L) | 200 bar | ~8h20 | 55–80 € | Usage semi-pro, fabrication régulière |
| Micro-bouteille jetable (argon pur) | 120–300 L | Variable | 20–30 min | 12–20 € | Dépannage, déplacement — non rentable |
Pour le MIG avec gaz (mélange Ar/CO₂), les calculs sont similaires. Le mélange 75% Ar / 25% CO₂ (M21) est standard pour l’acier MIG — moins cher que l’argon pur et donne de bons résultats sur acier doux.
📌 Lire aussi : Choisir son argon pour la soudure TIG — Régler son équipement TIG
🧯 Check sécurité (gaz, fumées, chantier)
- 🧰 Ventilation : travailler en zone aérée ou avec aspiration ; éviter les espaces clos sans contrôle d’air.
- 🧪 Revêtements : décaper peinture/galva avant soudage ; si doute, ne pas “tester pour voir”.
- 🔥 Incendie : dégager la zone, surveiller les reprises et les points chauds après cordon.
- 🧤 EPI : gants adaptés, cagoule, vêtements coton/ignifugé ; protéger la peau des UV.
- 🧯 Gaz : bouteille arrimée, tuyaux contrôlés, fermer la bouteille après usage, vérifier les fuites.
La sécurité n’empêche pas la productivité : elle évite surtout les reprises et les mauvaises surprises. Pour ceux qui passent aussi en MIG, le raisonnement “gaz + turbulence” est proche, même si les valeurs changent : réglage du débit de gaz en MIG. Reste à verrouiller une dernière idée simple pour choisir vite.
💡 À retenir : Un débit argon efficace se règle sur la stabilité de l’arc et l’absence de porosité, pas sur une valeur “fixe” du tableau de réglages.
Quel débit d’argon TIG pour de l’acier en 2 mm ?
En atelier, avec une buse #6–#7, une plage réaliste est souvent de 6 à 9 L/min. Un réglage de départ fiable se situe autour de 8 L/min, puis ajustement par pas de 1–2 L/min selon porosité, bruit d’arc et distance de torche.
Pourquoi un débit trop élevé peut créer de la porosité en soudage TIG ?
Au-delà d’un certain seuil, le flux d’argon devient turbulent et peut aspirer l’air ambiant autour du bain. Résultat : protection moins bonne, oxydation et porosités possibles, en plus d’une consommation de gaz inutile.
Comment savoir si le problème vient du gaz de protection ou de la préparation ?
Un test simple consiste à décaper 3 cm jusqu’au métal nu, repositionner une masse propre, rapprocher la buse et refaire 2 cm de cordon au même réglage. Si le cordon redevient propre, la préparation/masse était en cause ; si ça persiste, vérifier d’abord débit/fuites puis buse-diffuseur-tungstène.
Quel débit argon pour l’aluminium en TIG (AC) ?
Avec argon pur et une buse #7–#8, une plage courante est 10 à 16 L/min, avec un départ vers 12 L/min. Si ça rate, corriger dans l’ordre : 1/ débit (±2 L/min) 2/ arc plus court et torche plus proche 3/ consommables propres (buse/diffuseur/tungstène) et pièce parfaitement désoxydée.
Pour aller plus loin : guide soudage aluminium au TIG — gaz argon pour soudure TIG — choisir son poste TIG.