
Dans le domaine du soudage, la maîtrise des paramètres est cruciale pour garantir la qualité des soudures. Parmi ces paramètres, la polarité joue un rôle majeur, en particulier lors du soudage TIG de l’aluminium. L’aluminium, bien que polyvalent et léger, présente des défis qui nécessitent une approche précise pour obtenir des résultats satisfaisants. Cette réflexion sur l’importance de la polarité a pour but d’aider le soudeur à comprendre comment l’orientation du courant peut affecter la qualité de soudure et la technique à adopter. Une polarité mal choisie peut entrainer des problèmes de pénétration, de collage ou encore d’esthétisme du cordon de soudure. Il est donc essentiel de bien appréhender les spécificités de chaque polarité pour optimiser les résultats.
Les défis liés au soudage de l’aluminium commencent dès la préparation des pièces. L’aluminium forme rapidement une couche d’oxyde qui peut perturber le process. Comprendre comment le courant alternatif (AC) permet non seulement de bien nettoyer cette surface, mais aussi de garantir une bonne fusion, est fondamental lors de l’exécution du cordon. En plus de la polarité, d’autres variables comme l’intensité, la vitesse de soudage et le choix de l’électrode sont également déterminantes. Nous allons explorer la polarité sous toutes ses coutures d’un côté pratique, en apportant des conseils concrets pour relever les défis du soudage TIG à l’aluminium.
EN BREF :
- ⚡ Polarité = paramètre clé : mauvais choix → manque de pénétration, collage, cordon irrégulier.
- 🧪 Alu = couche d’oxyde rapide : il faut la gérer sinon porosités et défauts.
- 🔄 AC indispensable sur l’aluminium : l’alternance nettoie l’oxyde (phase +) et assure la fusion.
- 🎛️ Réglages de départ utiles : équilibre AC à ajuster (ex. ~25% EP / 75% EN) + débit gaz correct + tests sur chutes.
- 🔥 Intensité + polarité = qualité : trop faible → pas de fusion ; trop forte → brûlure/déformation (adapter à l’épaisseur et au contexte).
Comprendre la polarité dans le soudage TIG
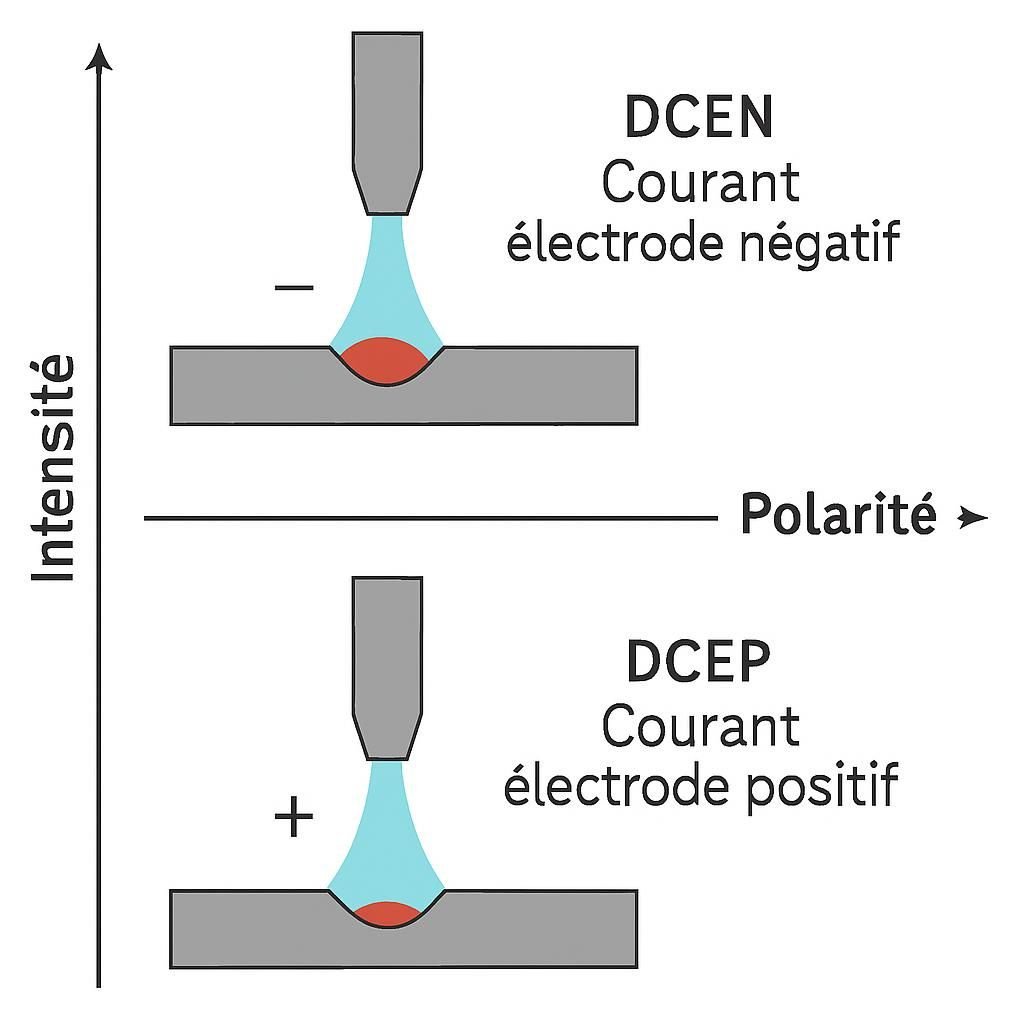
Pour commencer, il convient de faire une distinction entre les deux types de polarité utilisés en soudage TIG : le courant continu négatif (DCEN) et le courant alternatif (AC). Chaque type a ses avantages et inconvénients, surtout quand il s’agit de souder l’aluminium. Le DCEN est particulièrement adapté pour les métaux ferreux, apportant une pénétration accrue, mais il ne s’applique pas de la même manière à l’aluminium, qui nécessite davantage d’interaction pour éviter la création de défauts.
Le courant AC, en revanche, alterne les charges entre l’électrode et la pièce à souder, permettant ainsi une action de nettoyage efficace grâce à sa phase positive qui élimine l’oxyde. Ce cycle est crucial, car la formation d’oxyde d’aluminium a un point de fusion supérieur à celui du métal d’apport. Ne pas gérer correctement cette polarité peut conduire à de mauvaises soudures, même de la porosité, qui ruinent le travail effectué.
Il est également important de mentionner les réglages de départ lorsque vous choisissez la polarité d’AC. Par exemple, un ajustement de l’équilibre est crucial pour maximiser l’effet nettoyant tout en contrôlant la température du bain de fusion. Des erreurs dans cet ajustement peuvent donner lieu à des cordons peu esthétiques, souvent perçus lors de l’assemblage de pièces critiques ou visibles. Veillez à toujours tester vos réglages avant d’entamer un projet majeur :
- 🌟 Réglage de l’équilibre en fonction du métal d’apport.
- 🛠️ Vérifiez l’intensité et ajustez selon l’épaisseur.
- 📏 Assurez un bon débit de gaz pour protéger le bain.
Impact de l’intensité et de la polarité sur la qualité de la soudure
Maintenant que la polarité a été définie, concentrons-nous sur son interaction avec l’intensité. L’intensité est la mesure de l’apport de chaleur au bain de soudure, ce qui s’avère déterminant dans le soudage TIG. Pour le soudage de l’aluminium, une règle empirique indique qu’il faut prévoir environ 1 ampère par millimètre d’épaisseur de matériau. Cela signifie qu’un matériau de 3 mm d’épaisseur nécessitera environ 120-150 ampères pour obtenir une bonne fusion.
Ce point est d’autant plus crucial lorsque l’on utilise le courant alternatif. La gestion de l’intensité de l’arc doit se faire en tenant compte de la température ambiante et de l’épaisseur à souder.
-Si l’intensité est trop faible, le bain de fusion ne sera pas suffisant pour assurer une bonne pénétration, tandis qu’une intensité trop élevée pourrait bruler le matériau et impacter négativement l’intégrité de la structure. De plus, un apport excessif de chaleur lors du fusionnement peut conduire à une déformation, une réalité qu’un soudeur expérimenté tentera toujours d’éviter.
Des exemples pratiques depuis l’atelier montrent que l’utilisation d’une intensité adéquate de 130 ampères sur un métal de 2,5 mm d’épaisseur peut produire un cordon impeccablement esthétiquement, tandis qu’un réglage erroné autour de 200 ampères pourrait donner un aspect brut et bourru au résultat. La compréhension des choix d’intensité et de polarité permet également de choisir les électrodes adaptées, complétant ainsi la démarche de manière pragmatique.
Ajustements clés pour une polarité optimale
Pour réussir vos soudures, une compréhension fine des ajustements de polarité est essentielle. Le contrôle de l’équilibre de la polarité est l’un des premiers réglages à considérer lors de l’utilisation de la polarité AC, car cela influence directement l’action nettoyante de l’arc. En général, un équilibre de 75 % négatif (EN) et 25 % positif (EP) est conseillé au départ, mais il peut être affiné selon la propreté des surfaces et les réactions observées durant le soudage.
La fréquence de sortie du courant alternatif est un autre paramètre à ajuster, idéalement entre 150 et 250 Hz. Des fréquences plus élevées permettent un arc plus stable, facilitant le soudage dans des espaces restreints où le contrôle de la direction de l’arc est crucial. Réaliser un tableau simplifié pour le soudage à l’aluminium comportant ces réglages vous permet de garder une vue d’ensemble :
| Épaisseur (mm) | Intensité (A) | Fréquence (Hz) | Équilibre (EP/EN) |
|---|---|---|---|
| 1 | 100 | 150 | 30/70 |
| 2 | 130 | 200 | 25/75 |
| 3 | 180 | 250 | 20/80 |
💡 À retenir : Gardez à l’esprit que ces valeurs doivent être ajustées en fonction de l’environnement, de l’aluminium à souder et des spécificités de l’outillage. Chaque soudage est unique et demande une attention minutieuse aux détails pour en optimiser la qualité.
Pratiques sécuritaires lors du soudage TIG de l’aluminium
La sécurité ne doit jamais être négligée lors du soudage. Bien que le processus TIG soit considéré comme plus propre, un équipement de protection est indispensable. Une attention particulière doit être portée à la protection des yeux et de la peau en raison de l‘intensité de la lumière émise par l’arc, qui peut brûler la peau non protégée. Un bon équipement inclut des casques à teinte variable pour une visibilité optimale. Cela permet une meilleure détection de la qualité de la soudure et réduit la fatigue oculaire.
Il faut également veiller au bon flux de gaz protecteur autour du joint de soudure. Un débit de gaz inapproprié peut entraîner des turbulations et une contamination du bain de fusion. Pour des applications en extérieur, cela peut même affecter la qualité de la soudure sur l’aluminium qui est très sensible aux impurities. Effectuer des tests réguliers sur votre équipement pour garantir une sécurité optimale est une pratique à ne pas négliger.
Quelle polarité utiliser pour le soudage TIG de l’aluminium ?
Il est recommandé d’utiliser le courant alternatif (AC) lors du soudage de l’aluminium pour assurer une bonne action nettoyante sur l’oxyde.
Comment ajuster la polarité pour optimiser la qualité de la soudure ?
Il faut surtout ajuster l’équilibre entre la polarité positive et négative en tenant compte de la propreté du métal ainsi que de l’épaisseur.
Pourquoi la polarité est-elle importante dans le soudage TIG ?
La polarité influe sur la profondeur de pénétration, l’intégrité de la soudure et la stabilité de l’arc, qui sont tous essentiels pour réussir un bon cordon.
→ Aller plus loin : guide complet soudure TIG, réglage TIG aluminium : paramètres complets, comparatif meilleurs postes TIG 2026.