
Le soudage TIG (Tungsten Inert Gas, aussi appelé GTAW) est considéré comme l’un des procédés de soudage les plus précis pour l’aluminium. Ce métal léger, largement utilisé dans l’industrie, la fabrication automobile, l’aéronautique et de nombreux projets de bricolage, présente toutefois un défi majeur : sa soudabilité est complexe et nécessite des connaissances approfondies.
La température de fusion élevée de l’oxyde d’alumine, la forte conductivité thermique et la tendance à la contamination rendent ce matériau difficile à souder. Pourtant, en respectant les étapes de préparation, en choisissant le bon poste à souder et les bons réglages, il est possible d’obtenir un joint soudé de haute qualité.
Dans ce guide détaillé, vous découvrirez :
- comment souder l’aluminium au TIG,
- quels réglages appliquer selon l’épaisseur et l’alliage,
- pourquoi il faut utiliser le courant alternatif plutôt que le continu,
- comment bien préparer une pièce à souder avec les bons outils,
- quels sont les défauts courants et comment les éviter,
- quel matériel choisir selon votre besoin et votre budget,
- et comment assurer des soudures propres, résistantes et esthétiques en toutes circonstances.
Comment souder l’aluminium au TIG ?

Le procédé TIG repose sur l’utilisation d’une électrode de tungstène non fusible, d’une protection gazeuse inerte (argon ou hélium) et d’un arc électrique qui fait fondre le métal de base. L’apport de chaleur est concentré et contrôlé, permettant d’obtenir un cordon précis et esthétique même sur de faibles épaisseurs.
Étapes principales du processus :
- Préparer la surface : éliminer l’oxyde d’alumine avec une brosse inox et dégraisser à l’acétone.
- Installer la torche TIG équipée d’une buse adaptée et d’une électrode de tungstène correctement affûtée.
- Régler le poste à souder AC/DC en fonction de l’épaisseur du matériau et du type d’alliage.
- Protéger la zone de soudage avec un gaz inerte (argon pur ou mélange argon-hélium selon les cas).
- Amorcer l’arc électrique et former progressivement le bain de fusion.
- Ajouter le métal d’apport au bon rythme pour assurer la pénétration et renforcer le joint soudé.
- Contrôler le refroidissement pour éviter fissures et déformations thermiques.
👉 Cette méthode est largement utilisée pour des applications où la précision, la solidité et la qualité visuelle sont prioritaires, par exemple dans la construction aéronautique, les cadres de vélo, la carrosserie ou les pièces mécaniques de précision.
Quels réglages pour souder l’aluminium ?
Choix du courant électrique
- Courant alternatif (AC) : recommandé pour l’aluminium car il alterne entre nettoyage de la couche d’oxyde et pénétration du métal de base. C’est le réglage le plus universel.
- Courant continu (DC) : utilisé dans certains cas particuliers, comme pour certaines nuances d’alliages, mais moins efficace pour briser l’oxyde d’alumine. Sa soudabilité reste limitée.
Intensité et apport de chaleur
La règle générale : 30 à 40 ampères par millimètre d’épaisseur. Toutefois, il faut ajuster selon la position, le diamètre du tungstène et le type de torche utilisée.
- 2 mm → ~70 A
- 3 mm → ~110 A
- 5 mm → ~160 A
- 8 mm et plus → > 200 A avec mélange argon-hélium.
Un contrôle constant de l’apport de chaleur permet d’éviter un excès qui provoquerait des déformations et une pénétration trop importante du bain de fusion.
Gaz de protection
- Argon pur : le plus courant pour une soudure stable et propre.
- Mélange argon + hélium : améliore la pénétration sur les fortes épaisseurs et assure une fusion homogène.
- Débit recommandé : entre 8 et 15 litres/minute selon diamètre de buse et environnement de travail.
Exemple de tableau de réglages
| Épaisseur (mm) | Intensité (A) | Électrode de tungstène | Gaz inerte | Débit (L/min) | Position de soudage |
|---|---|---|---|---|---|
| 2 | 60–80 | 1,6 mm (vert) | Argon | 8–10 | à plat, angles fins |
| 3 | 90–120 | 2,4 mm (vert) | Argon | 10–12 | à plat et corniches |
| 5 | 140–180 | 3,2 mm (vert) | Argon+He | 12–15 | toute position |
| 8 | 200–250 | 4,0 mm (vert) | Argon+He | 15–18 | cordons larges |
Pourquoi utiliser le courant alternatif ?
L’aluminium est recouvert d’une couche d’oxyde dont le point de fusion dépasse 2000 °C, bien plus élevé que celui du métal (660 °C). Cette différence rend la fusion compliquée.
- En courant alternatif (AC), la polarité change :
- Période positive → détruit l’oxyde d’alumine, nettoie la surface.
- Période négative → assure la fusion du métal de base et stabilise le bain.
- En continu (DC), l’oxyde reste intact, rendant la soudabilité de l’aluminium difficile et souvent impossible sur des pièces épaisses.
👉 Le courant alternatif est donc la méthode la plus efficace pour obtenir une soudure propre, solide et résistante dans le temps. Il permet de combiner nettoyage et pénétration, ce qui assure un cordon de haute qualité.
Comment préparer l’aluminium avant soudage ?

Nettoyage des surfaces
- Brosser mécaniquement avec une brosse inox dédiée uniquement à l’aluminium.
- Dégraisser avec un solvant (acétone) pour éliminer l’huile, la graisse et toute contamination.
- Si la surface est oxydée, procéder à un léger ponçage ou un décapage mécanique.
Préparation de la pièce
- Réaliser un chanfrein pour les fortes épaisseurs afin d’assurer une pénétration complète.
- Ajuster correctement les pièces à souder pour limiter les espaces et éviter un excès de métal d’apport.
- Maintenir les pièces avec des brides ou gabarits pour stabiliser pendant le cycle de soudage.
Conditions de travail
- Éviter l’humidité et les courants d’air qui perturbent la protection gazeuse.
- Travailler dans un atelier bien ventilé mais sans circulation directe d’air sur la zone de soudage.
- Vérifier la propreté du poste de travail pour limiter la contamination du bain de fusion.
Quels sont les défauts courants en soudage TIG ?
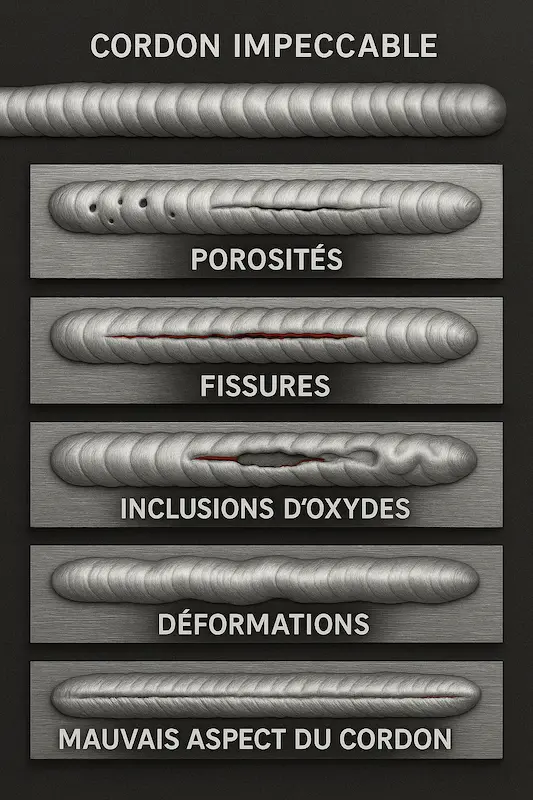
Porosité
- Cause : humidité, protection insuffisante, fuite dans le tuyau de gaz.
- Solution : stockage au sec, vérification des flexibles, débit de gaz adapté.
Fissuration
- Cause : refroidissement trop rapide, mauvais métal d’apport, contraintes mécaniques.
- Solution : utiliser ER4043 ou ER5356 selon l’alliage, contrôler la vitesse de soudage, limiter les contraintes.
Inclusion d’oxydes
- Cause : mauvais nettoyage, oxyde d’alumine persistant.
- Solution : préparation minutieuse avec brosse, acétone et contrôle visuel avant soudage.
Déformations
- Cause : excès de chaleur et apport mal contrôlé.
- Solution : souder par passes courtes, bridage de la pièce, refroidissement progressif.
Mauvais aspect du cordon
- Cause : vitesse irrégulière, torche mal positionnée.
- Solution : garder un geste constant, angle de 70–80°, distance régulière électrode/pièce.
Quel matériel pour souder l’aluminium ?
Poste à souder
Un poste à souder TIG AC/DC est indispensable. Les modèles inverter modernes offrent un contrôle précis du cycle, de la balance AC et de l’apport de chaleur. Certains postes incluent des fonctions avancées comme le pulse TIG, utile pour les faibles épaisseurs.
Électrode de tungstène
- Pure (verte) ou zirconiée (blanche) pour l’AC.
- Diamètre en fonction de l’intensité.
- Préparer une pointe arrondie pour l’AC afin d’améliorer la stabilité de l’arc.
Métal d’apport
- ER4043 : limite la fissuration, utilisé en carrosserie et mécanique générale.
- ER5356 : meilleure résistance mécanique, recommandé pour l’industrie et les structures exposées aux contraintes.
Torche TIG
Équipée d’une buse adaptée, elle permet un arc stable et un contrôle précis du bain. Préférer une torche refroidie par eau pour les intensités élevées.
Gaz de protection
- Argon pur pour la plupart des applications.
- Argon + hélium pour les épaisseurs importantes et les applications exigeantes.
- Utiliser un détendeur précis pour assurer un débit constant.
Accessoires complémentaires
- Masque auto-obscurcissant avec teinte réglable.
- Gants en cuir spécifiques au TIG, offrant souplesse et protection.
- Vêtements de protection en coton ou cuir.
Comment obtenir des soudures de haute qualité ?
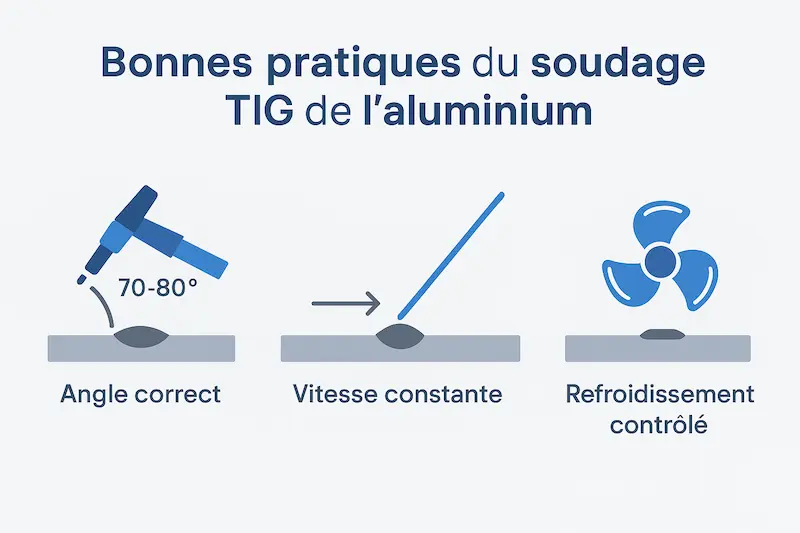
Bonnes pratiques
- Garder une torche inclinée à 70–80° et une position confortable.
- Maintenir la distance électrode/pièce à 2–3 mm sans contact.
- Introduire le métal d’apport dans la zone de fusion et non directement dans l’arc électrique.
- Avancer régulièrement pour un cordon homogène et esthétique.
- Contrôler le cycle thermique et utiliser, si possible, la fonction pulse TIG pour limiter la déformation.
Contrôle de la soudure
- Vérifier l’absence de défauts (fissures, porosité, inclusions).
- Contrôler visuellement la régularité du cordon et effectuer, si nécessaire, des contrôles non destructifs (ressuage).
Optimisation budgétaire
- Investir dans un poste TIG AC/DC polyvalent (alu, acier, inox).
- Choisir du matériel durable pour éviter les problèmes de qualité et les reprises.
- Comparer les prix et demander un devis pour les projets plus importants.
Retrouvez les bonnes pratiques et astuces dans la vidéo :
FAQ soudure aluminimum au TIG
Peut-on souder l’aluminium en TIG sans gaz ?
Non, un gaz inerte est indispensable pour protéger le bain de fusion.
Quelle intensité pour 3 mm d’aluminium ?
Environ 100 A avec une électrode de 2,4 mm et un débit de 10–12 L/min.
Pourquoi mes soudures fissurent-elles ?
Mauvais métal d’apport, refroidissement trop rapide ou contraintes mécaniques.
Peut-on souder de l’aluminium avec un poste TIG DC ?
Très limité, le courant alternatif reste la meilleure option.
Quelle couleur de tungstène choisir ?
Vert (pur) ou blanc (zirconié) pour l’aluminium en AC.
Quels alliages d’aluminium sont les plus faciles à souder ?
Les séries 5XXX et 6XXX offrent une bonne soudabilité.
Conclusion
Le soudage TIG de l’aluminium est une technique exigeante mais accessible si l’on maîtrise les bases :
- préparation minutieuse des surfaces,
- utilisation du courant alternatif,
- réglages adaptés à l’épaisseur,
- choix du bon métal d’apport et du bon gaz de protection,
- respect des bonnes pratiques de sécurité et de contrôle qualité.
Avec de la pratique et un poste à souder adapté, il est possible d’obtenir des soudures résistantes, propres et esthétiques, dignes d’un professionnel ou d’un atelier spécialisé.
👉 Pour aller plus loin, explorez nos autres guides :