
Choisir le bon diamètre de tungstène pour le soudage TIG est une tâche cruciale qui peut faire toute la différence entre une soudure réussie et un échec. Plus de précision signifie un arc stable, une meilleure pénétration et un cordon uniforme. Dans cet univers technique, les soudeurs se doivent de comprendre comment l’intensité du courant influence le choix du diamètre de l’électrode. Ce choix doit se faire en prenant en compte le matériau à souder, l’application, le poste TIG, le type de courant utilisé, soit AC (courant alternatif) ou DC (courant continu). Une erreur classique consiste à prendre un diamètre trop petit ou trop gros pour une application donnée, ce qui peut résulter en un bain de fusion instable ou en une soudure difficilement contrôlable.
Les électrodes en tungstène sont disponibles dans divers diamètres, allant de 1 mm à 4 mm et plus. Le choix ne doit pas seulement être basé sur la taille, mais également sur la conductivité et la compatibilité avec le poste de soudure. En fonction du courant sélectionné, la qualité de la soudure peut varier considérablement. Comprendre les plages d’intensité adéquates pour chaque diamètre est donc primordial. Examinons cela plus en détail.
EN BREF :
- ⚡ Objectif : un arc stable, une bonne pénétration et un cordon uniforme → le diamètre doit suivre l’intensité.
- 📏 Règle simple : plus l’intensité monte, plus le diamètre doit augmenter (sinon électrode qui surchauffe / arc instable).
- 📊 Repères rapides (A) : 1.0 (10–50) | 1.6 (20–100) | 2.0 (30–150) | 2.4 (40–200) | 3.2 (100–300) | 4.0 (200–400).
- 🧱 Adapter au matériau + courant : AC (alu) souvent plus “tolérant” sur petits diamètres ; DC (inox/acier) demande stabilité → diamètre adapté + électrode appropriée (WP, WTh20, WZr8, WLa15…).
- 🔪 Affûtage = clé : pointe 30–45°, affûtage dans la longueur (meilleure stabilité) ; en AC, une légère “boule” peut apparaître, à contrôler.
Comprendre le diamètre d’électrode et son impact
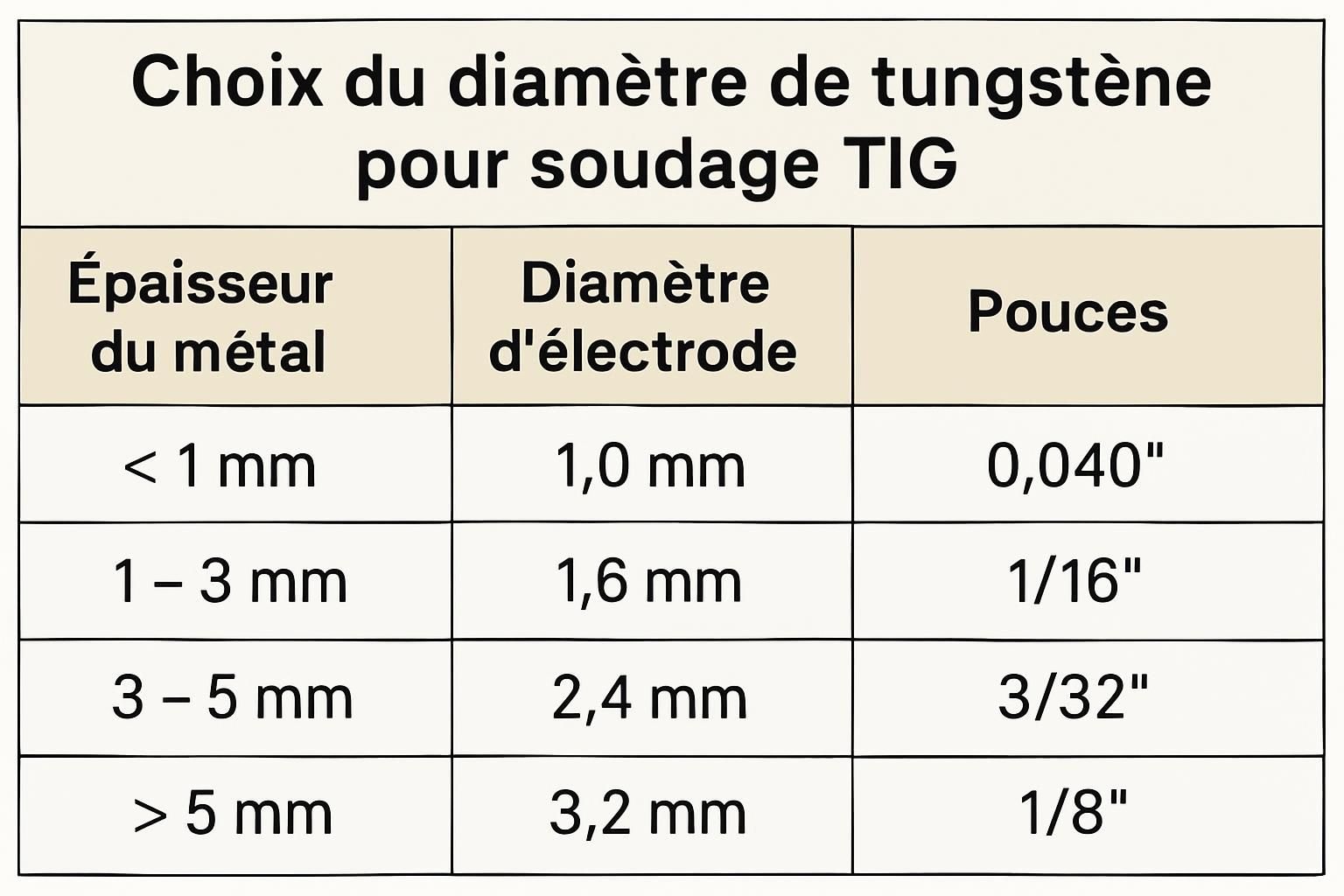
Le diamètre de l’électrode de tungstène est un paramètre essentiel à prendre en compte. Un diamètre trop petit peut devenir incandescent et se dégrader rapidement à haute intensité, tandis qu’un diamètre trop large peut produire un arc peu précis et instable. Voici comment se répartissent les différents diamètres d’électrodes et les plages d’intensité associées :
| Diamètre (mm) | Plage d’intensité (A) |
|---|---|
| 1.0 | 10 – 50 |
| 1.6 | 20 – 100 |
| 2.0 | 30 – 150 |
| 2.4 | 40 – 200 |
| 3.2 | 100 – 300 |
| 4.0 | 200 – 400 |
Ce tableau permet d’avoir un aperçu clair des possibilités. Attention toutefois, ces valeurs peuvent varier en fonction de la composition de l’électrode. Par exemple, un tungstène pur (WP) supportera moins d’intensité qu’un WZr8, qui est renforcé en zirconium et donc mieux adapté à des intensités élevées. Il est donc impératif de bien analyser son application avant de choisir un diamètre.
Impact de l’intensité du courant sur le choix des électrodes
L’intensité du courant a une influence directe non seulement sur le choix du diamètre, mais également sur la technique de soudage elle-même. La règle de base est que plus l’intensité est élevée, plus le diamètre de l’électrode doit être conséquent. En effet, à forte intensité, la chaleur générée est plus importante, ce qui nécessite un diamètre d’électrode adéquat afin de maintenir un arc stable et d’éviter une usure rapide de l’électrode.
Lorsque l’on travaille avec du DC pour des matériaux comme l’acier inoxydable, un diamètre de 2.4 mm est généralement approprié pour les intensités allant jusqu’à 150 A, tandis qu’en AC, un diamètre plus fin de 1.6 mm peut suffire pour des soudures en aluminium. Ce phénomène s’explique par la différence dans la conductivité des métaux : l’aluminium, par exemple, demande une approche légèrement différente par rapport à l’acier. Pour aller plus loin sur le sujet, la prise en compte de la polarité dans le soudage TIG reste essentielle.
Lors des réglages, il est conseillé de commencer par un réglage de départ fiable : en général, pour du DC, commencez à 10 à 20 A au-dessus de l’intensité nécessaire pour le réglage, puis ajustez en fonction de la stabilité de l’arc. Si l’arc « crépite » ou si l’électrode « colle », diminuez l’intensité progressivement pour trouver le bon équilibre.
Caractéristiques des électrodes en fonction des matériaux
La sélection de l’électrode ne se limite pas au diamètre et à l’intensité du courant ; le choix du matériau à souder joue également un rôle essentiel. Malheureusement, le piège classique est de négliger ce facteur. Si vous travaillez avec de l’aluminium, optez pour un tungstène pur (WP) qui offre une bonne performance en courant alternatif. En revanche, pour l’acier inoxydable, un tungstène renforcé tel que le WTh20 est préférable.
- 🔧 Tungstène pur (WP) : Idéal pour l’aluminium.
- 🔧 WTh20 : Excellente performance pour l’acier inoxydable.
- 🔧 WZr8 : Utile pour des applications à forte intensité.
- 🔧 WLa15 : Bon compromis pour divers matériaux.
- 🔧 WCe20 : Conçu pour des intensités plus basses, mais polyvalent.
Pour garantir une soudure efficace, vous devez choisir une électrode en fonction de l’application spécifique. Par exemple, pour une soudure en extérieur, il est souvent recommandé d’utiliser des électrodes qui résistent mieux aux éléments, comme les électrodes à lanthane.
Ajustement et affûtage de l’électrode – une étape cruciale
Un autre élément essentiel est l’affûtage de l’électrode. La manière dont elle est affûtée a un impact direct sur la transmission de l’arc. La plupart des soudeurs recommandent un angle d’affûtage entre 30 et 45 degrés pour un bon équilibre entre pénétration et largeur d’arc. Un angle trop aigu peut rendre la pointe fragile, tandis qu’un angle trop obtus peut offrir un arc moins précis.
Le sens d’affûtage doit également être adapté pour éviter des stries perpendiculaires qui déséquilibrent l’arc. L’affûtage doit se faire dans le sens de la longueur de l’électrode afin de favoriser la conductivité. De plus, en soudage alternatif, il est normal que la pointe de l’électrode forme une boule à cause de la chaleur intense, mais cela doit rester dans un diamètre raisonnable.
💡 À retenir : Un petit truc en passant : pour les débutants, le WLa15 est souvent recommandé comme meilleur choix polyvalent. Plus abordable, il reste efficace pour tous les métaux courants.
Comparaison des électrodes en fonction du matériau et de l’application
| Matériau | Application | Intensité du courant (A) | Diamètre recommandé (mm) |
|---|
Quel est le meilleur diamètre d’électrode pour souder l’aluminium?
Pour l’aluminium, un diamètre de 1.6 mm à 2.0 mm est recommandé lors de l’utilisation du courant alternatif.
Pourquoi l’affûtage de l’électrode est-il important?
L’affûtage détermine la stabilité de l’arc et l’efficacité de la transmission de l’énergie sur le métal à souder.
Quelle électrode utiliser pour l’acier inoxydable?
Pour l’acier inoxydable, optez pour un tungstène thorié tel que le WTh20.
La composition de l’électrode affecte-t-elle ses performances?
Oui, la composition de l’électrode influe sur la conductivité et la stabilité de l’arc, ce qui est crucial pour la qualité de la soudure.
Quel courant est utilisé pour souder avec un tungstène pur?
Le tungstène pur est généralement utilisé avec un courant alternatif pour souder des métaux non ferreux comme l’aluminium.
Un doute sur un terme de soudure ? retrouvez notre glossaire spécial pour souder.
Pour aller plus loin : guide soudage aluminium TIG — réglages d’intensité — choisir son poste TIG.